
昆山市鑫镒国茂自动化科技有限公司 输送机|升降机|倍速链输送机|皮带输送机
13962649056

2024-11-14 01:09:52
皮带输送机普遍用以矿山开采、砂砾石场、冶金工业、装饰建材、化工厂、皮带输送机是通用性产品系列冶炼厂、媒矿等制造行业的运输原材料。皮带输送机,带式输送机适用运输表观密度低于1。67/吨/立方,皮带输送机便于掏取的粉末状、颗粒状、小小块的低磨琢性原材料及成袋原材料,如煤、砂砾石、砂、混凝土、有机肥、谷物等。皮带输送机被送原材料溫度低于60℃。其机长及装配线方式可依据客户规定明确,传动系统能用电滚筒,也能用带驱动器架的驱动器设备。皮带输送机关键由声卡机架、输送带、传动带辊子、涨紧设备、齿轮传动等构成。输送机可以根据物料的性质和输送距离的不同,选择不同类型的输送机,如带式输送机、滚筒输送机等。安徽矿用输送机制造厂家

假如皮带输送机在生产制造全过程中零部件生产制造品质差,将会造成输送皮带方向跑偏,具体表现在:积极辊子和从动辊子内孔圆柱度生产制造偏差过大,使辊子有单边锥度,输送皮带运作时遭受一个纵向力;缓冲托辊平行度偏差、缓冲托辊运行不灵便;皮带输送机支撑架的弯曲刚度不够及制做精密度不符合规定,零部件受压形变过大进而输送皮带方向跑偏;输送皮带自身有缺点,应力集中遍布不平衡这些?皮带输送机安裝完毕后开展试运转,较先高转速调试,详尽查验皮带输送机的全部构件,校正全部机械零部件的对中状况及输送皮带运作满载段缓冲托辊的对中状况,并开展必需的调节,做到规定后载入运作,查验及调节流程与满载调试时同样。试验結果及格后,可资金投入宣布运作,不然将会给输送皮带方向跑偏留有安全隐患。安徽矿用输送机制造厂家带式输送机是一种常见的输送设备,输送机通过带式传动将物料从一个地方输送到另一个地方。
输送机常见故障:输送带老化、撕裂,故障原因分析:输送带与机架摩擦,产生带边拉毛,开裂;输送带与固定硬物干涉产生撕裂;保管不善,张紧力过大;常见故障:断带,故障原因分析:带体材质不适应,遇水、遇冷变硬脆;输送带长期使用,强度变差;输送带接头质量不佳,局部开裂未及时修复或重打。处理方法:选用机械物理性能稳定的材质制做带芯;及时更换破损或老化的输送带;对接头经常观察,发现问题及时处理。铺设过短产生挠曲次数超过限值,产生提前老化。处理方法:及时调整,避免输送带长期跑偏;防止输送带挂到固定构件上或输送带中掉进金属结构件;按输送带保管要求贮存;尽量避免短距离铺设使用。
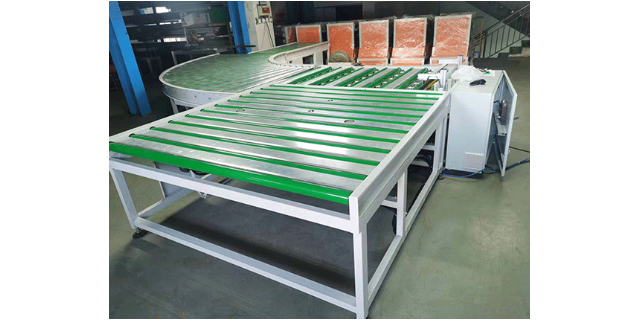
输送机维护操作:安装驱动装置:安装驱动装置时,必须注意使皮带输送机的传动轴与皮带输送机的中心线垂直,使驱动滚筒的宽度的中心与输送机的中心线重合,减速器的轴线与传动轴线平行。安装托辊:在机架、传动装置和拉紧装置安装之后,可以安装上下托辊的托辊架,使输送带具有缓慢变向的弯弧,弯转段的托滚架间距为正常托辊架间距的1/2~1/3。托辊安装后,应使其回转灵活轻快。同时,所有轴和滚筒都应找平。轴的水平误差,根据输送机的宽窄,允许在0。5—1。5mm的范围内。在安装驱动装置的同时,可以安装尾轮等拉紧装置,拉紧装置的滚筒轴线,应与皮带输送机的中心线垂直。皮带输送机的运输面平整光洁,滑动摩擦力小,可运输各种玻璃瓶子、可乐瓶等原材料,也可运输各种箱包皮具。

输送机支架焊条电弧焊的焊接方法:运条:焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。运条是焊接过程中较重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。皮带输送机应用前应当先查验各运行一部分、胶布搭扣和承重设备是不是一切正常,全防护机器设备是不是齐备。皮带式输送机厂家
输送机可以减少人工搬运和运输过程中的人身伤害风险。安徽矿用输送机制造厂家
皮带输送机安装后,需要进行空转试机。对于带式输送机张紧装置的参数主要从以一下两个方面进行考虑:一方面需要考虑在输送带的张力大小以及其安全可靠张紧系数对带式输送机在正常,稳定运行时的情况下,对张紧装置在起动过程中带式输送机所需要满足的较大张紧力进行设计;另一方面带式输送机在正常启动时有一定的启动加速度的要求,在达到这个加速度之前有一定的时间间隔,因此需要对从输送带开始张紧到带式输送机正常启动时的张紧过程这一时间间隔做出设计,以减小输送带在张紧过程中所受到的影响。安徽矿用输送机制造厂家





